曝光面积与打印参数设置
光固化3D打印技术是一种快速增材制造的工艺方法,它的成型原理是:利用切片软件将三维模型数据转换成构成该三维模型的分层切片数据,在3D打印机上,每层切片数据所包含的二维图形会显示在屏幕上。在屏幕下有一面光源,由液晶屏控制选择性透光,以对液态光敏树脂进行照射,被照射到的区域液态树脂发生固化反应形成一层预设厚度的固态薄片,该薄片对应的就是该模型的一层切片数据。下一层以同样的方法生成并且和上一层无缝叠合。该工艺从零件的最底层开始,一次一层,逐层打印,直到该模型打印完成。
在整个打印过程中,树脂固化反应将向外释放大量的热量,模型曝光面积越大,释放的热量就越多。因此在打印过程中,使用者需要根据打印模型的曝光面积大小调整打印机的打印参数,来避免固化反应释放的热量堆积在某一区域,确保打印能够平稳有效的进行下去,且能够尽量延长设备的使用寿命。曝光面积越大,在模型与树脂池膜分离的过程中需要的电机扭力就越大,而电机扭力和电机抬升速度成反比,故在打印大面积模型时,需要将电机抬升速度调整为低速模式。在打印过程中,曝光面积越大,消耗的树脂材料也越多,树脂回流补充需要的时间就越长,故电机抬升高度需要越高。
在打印过程中,我们将打印分成四种打印模式:UDP打印模式,高速打印模式,中速打印模式 ,低速打印模式,下面我们对这四种打印模式进行相关的说明:
1.UDP打印模式
1.1 模式说明
UDP打印模式是UNIZ独创的打印模式,利用单向剥离技术进行打印,大大缩短了模型的打印时间,目前最新的打印速度达到1262mm/hr。
1.2 适用模型
适用UDP打印模式的模型参数如下表:
| 打印面积 A | 是否实心 | 是否密闭 | 壁厚 | 是否需要开孔 |
| 1%≤A<30% | 否 | 是 | ≤3mm | 是 |
| 否 | ≤3mm | 否 |
1.3 参数设置
如要使用UDP模式,需要先选择支持UDP打印模式的机型,在打印设置界面上选择UDP树脂,并勾选UDP选项,如图。
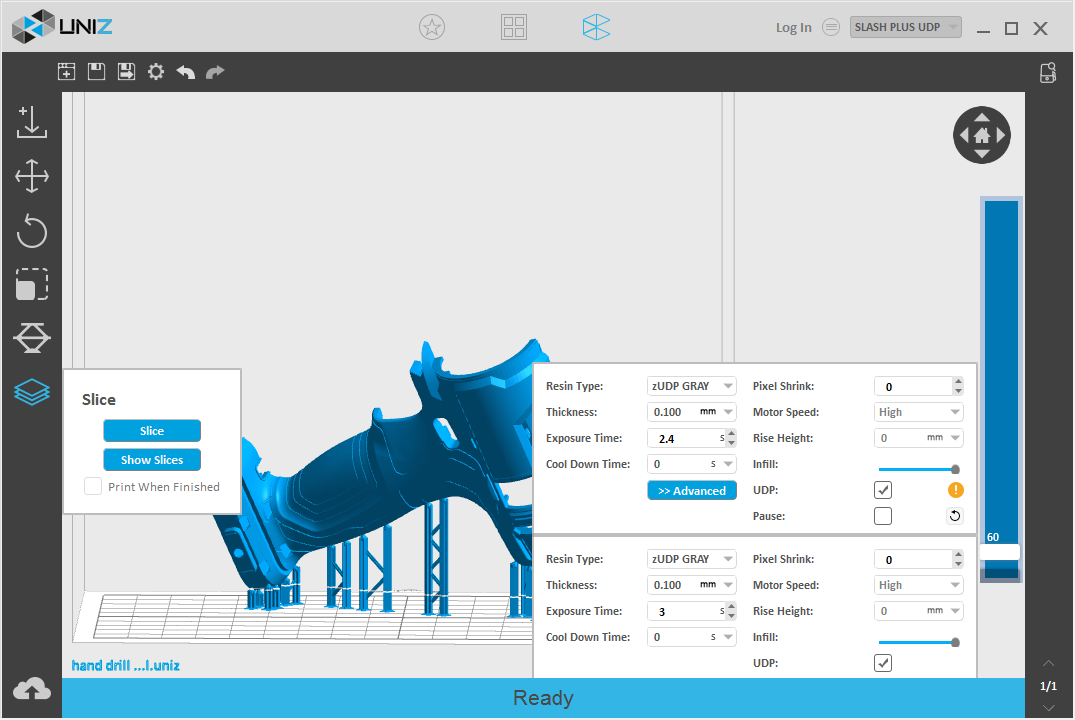
UDP打印参数请参考下表,以UDP GRAY为例。
| 抬升高度 | 电机速度 | 冷却时间 | 曝光时间 | |
| 0 | 高 | 0 | 前三层 | 8 |
| 4~20层 | 3 | |||
| 20层以后 | 2.4 | |||


